


行业痛点

信息化水平低
大部分选煤厂智能化、自动化建设及信息化水平较低。

工艺流程状态无监控
工艺过程繁琐,不能达到工艺远程监测的管理水平。

设备多 人员少
复杂工艺设备居多,岗位人员少,不能达到设备定时维护与作业严格精准化的要求。

功能不互联 信息不通
选煤厂生产运行与设备管理之间的功能不互联,信息不互通,无法共享。

无法实现生产可视化
现场管理,无线上可视化监测管理模式。

工艺质量不够精准
传统加药方式,人工无法精准把控工艺过程中的药剂使用量,工艺质量无保障。
产品能力

管理信息智能化
基于微服务架构设计,AIRIOT平台开发出应用统一技术架构的智能化集控系统,实现系统间的监测实时化、控制自动化、管理信息化、业务流转自动化、决策智能化的目标。

全流程煤质管控
百余台设备在“自动自发”地高速运转,平台实现全流程和动态煤质管控,精煤合格率达到最高峰值。

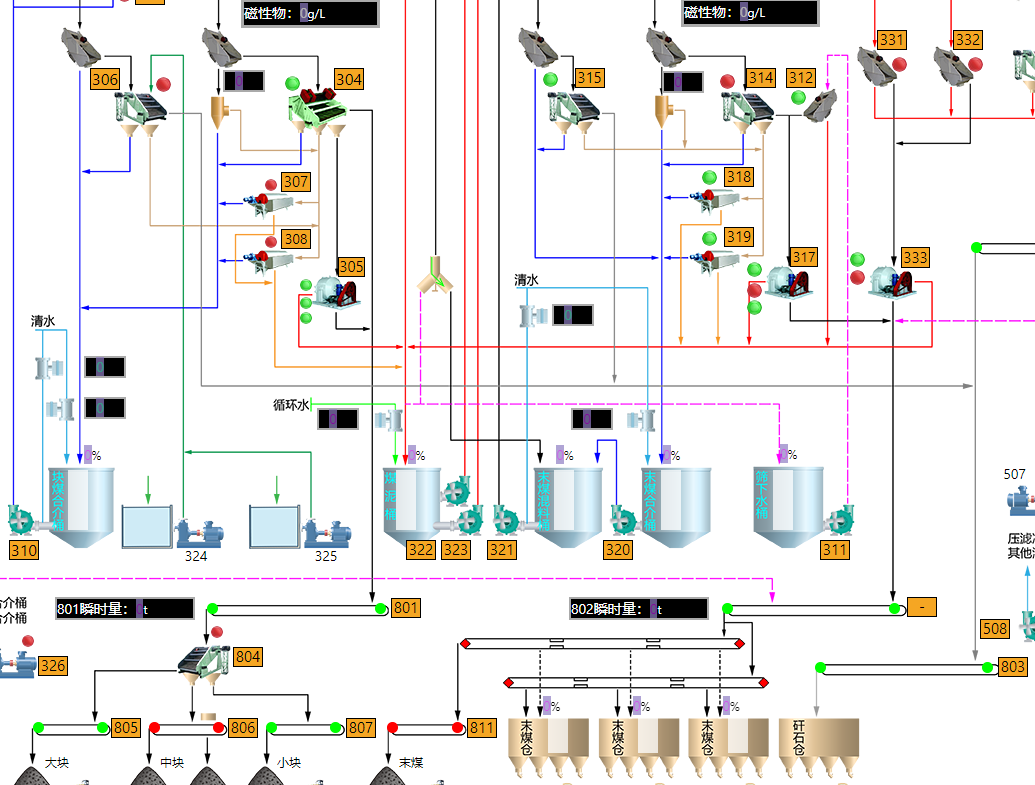
可视化生产监测
从原煤筛分到浮选加药、从煤泥浮送到产品装车等,各环节的生产过程都在可视化监控中心的LED屏上一览无遗。

工艺质量有保障
AIRIOT自动加药系统根据水质参数智能计算出加药量配比比例,下发到平台,企业可根据系统下发参数进行药量配比,实现精准投药,工艺质量更可靠。
应用场景


客户收益

物联网平台利用自身技术优势使得选煤厂的感知层面、控制层面、管理层面、决策层面升级运营管控模式,进一步推进企业的数字化转型升级。


